-

ПЕНОПЛАСТ ПС-1-100, ПС-1-150, ...
Уважаемые покупатели, только у нас Вы мо...
-

ПОЛИУРЕТАН ЛИСТОВОЙ ADIPREN (А...
УЗНАТЬ СТОИМОСТЬ НА ПЛИТЫ ПОЛИУРЕТАНОВЫЕ ADIPREN — напишите нам -

ПЛАСТИКАТ ПОЛИВИНИЛХЛОРИДНЫЙ М...
УЗНАТЬ СТОИМОСТЬ НА ПЛАСТИКАТ ПОЛИВИНХЛОРИДНЫЙ МАРКИ 57-40 — напишите ...
-

ПЕНОПЛАСТ ПУ-101, ТУ 6-05-176...
Наше предприятие специализируется на поставке плит жесткого пенопласта...
-

ПЕНОПОЛИУРЕТАН ППУ-35-0,8А
ППУ-35-0,8А, ТУ 6-55-44-90 — эластичный пенополиурета...
-

ПЕНОПОЛИУРЕТАН(ППУ) МЕДИОРТ 13...
Наше предприятие специализируется на поставке плит жесткого пенопласта...
-
ПЕНОПЛАСТ ПС-1-100, ПС-1-150, ...
Уважаемые покупатели, только у нас Вы мо...
-
ПОЛИУРЕТАН ЛИСТОВОЙ ADIPREN (А...
УЗНАТЬ СТОИМОСТЬ НА ПЛИТЫ ПОЛИУРЕТАНОВЫЕ ADIPREN — напишите нам -
ПЛАСТИКАТ ПОЛИВИНИЛХЛОРИДНЫЙ М...
УЗНАТЬ СТОИМОСТЬ НА ПЛАСТИКАТ ПОЛИВИНХЛОРИДНЫЙ МАРКИ 57-40 — напишите ...
-
ПЕНОПЛАСТ ПУ-101, ТУ 6-05-176...
Наше предприятие специализируется на поставке плит жесткого пенопласта...
-
ПЕНОПОЛИУРЕТАН ППУ-35-0,8А
ППУ-35-0,8А, ТУ 6-55-44-90 — эластичный пенополиурета...
-
ПЕНОПОЛИУРЕТАН(ППУ) МЕДИОРТ 13...
Наше предприятие специализируется на поставке плит жесткого пенопласта...
-
ПЕНОПЛАСТ ПС-1-100, ПС-1-150, ...
Уважаемые покупатели, только у нас Вы мо...
-
ПОЛИУРЕТАН ЛИСТОВОЙ ADIPREN (А...
УЗНАТЬ СТОИМОСТЬ НА ПЛИТЫ ПОЛИУРЕТАНОВЫЕ ADIPREN — напишите нам -
ПЛАСТИКАТ ПОЛИВИНИЛХЛОРИДНЫЙ М...
УЗНАТЬ СТОИМОСТЬ НА ПЛАСТИКАТ ПОЛИВИНХЛОРИДНЫЙ МАРКИ 57-40 — напишите ...
-
ПЕНОПЛАСТ ПУ-101, ТУ 6-05-176...
Наше предприятие специализируется на поставке плит жесткого пенопласта...
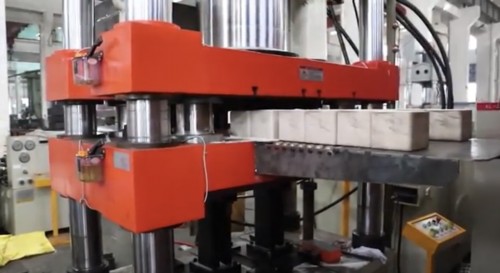
Прессование пластмасс в гидравлических прессах высокого давления


- Опубликовано: 25.07.2023 20:34
Текст объявления
Прессование пластмасс заключается в пластической деформации материала при одновременном воздействии на него тепла и давления и в последующей фиксации формы изделия. Прессование композитов проводится, как правило, в пресс-формах, конфигурация полости которых соответствует конфигурации будущего изделия.
Пресс-формы устанавливаются на прессах, назначение которых – создание необходимого давления прессования. Помещенный в пресс-форму холодный или предварительно подогретый материал разогревается до температуры прессования и, подвергаясь под давлением прессования деформации одномерного течения, заполняет полость формы и одновременно уплотняется.
Фиксация формы изделия происходит в результате отверждения реактопластов или охлаждения термопластов, либо охлаждения под давлением до температуры ниже температуры стеклования полимеров (для термопластов).
Параметры процесса прессования полимерных композиционных материалов: начальная температура полимерного композиционного материала и пресс-формы, удельное давление и скорость его приложения, время выдержки в пресс-форме, температура извлечения изделия из пресс-формы, давление прессования 0,01 -250 Мпа. При переработке реактопластов решающее влияние на режимы оказывает скорость отверждения, а при прессовании термопластов – скорость охлаждения сформованного изделия.
Оборудование для прессования ПКМ: прессы.
Метод прессования применяется: для получения изделий сложной формы, разнообразных размеров и толщин из полимерных композитных материалов с порошкообразными, волокнистыми, листовыми волокнистыми наполнителями на основе термопластичных и реактивных связующих.
Метод прессования полимерных композитов имеет разновидности:
прямое прессование (горячее или компрессорное);
литьевое прессование (трансферное);
профильное прессование (штранг-прессование).
Прямое прессование полимерных композиционных материалов
Пресс-материал в виде порошка, таблеток, таблеток либо заготовок из листовых или волокнистых полуфабрикатов загружают в открытую полость пресс-формы или между обогреваемыми плитами пресса и подвергают воздействию тепла и давления.
Параметры процесса: определяются типом ПКМ, конфигурацией и габаритными размерами изделия.
Оборудование: прессы.
Применяется для переработки:
термореактивных и термопластичных полимерных композиционных материалов, изготовления толстых листов, блоков, толстостенных изделий сложной формы и переменного сечения;
заготовок простой формы, подвергающихся дальнейшей механической обработке;
изделий из полимерных композитов, содержащих большое количество абразивных частиц;
Литьевое прессование полимерных композиционных материалов
Предварительно размягченный (пластифицированный) материал впрыскивается перемещающимся в осевом направлении поршнем из загрузочной камеры через литниковые каналы в предварительно замкнутую пресс-форму.
Параметры процесса литьевого прессования полимерных композиционных материалов: удельное давления впрыска 150-200 Мпа, давление в пресс-форме 50-65 Мпа.
Оборудование для литьевого прессования: специальные трансферные гидравлические прессы с двумя (верхним и нижним) рабочими плунжерами или универсальные прессы с одним верхним плунжером.
Литьевое прессование применяется: главным образом для переработки полимерных композиционным материалов на основе быстроотверждающихся реактопластов и высоковязких термопластов.
Профильное прессование полимерных композиционных материалов
Пресс-материал продавливается через профильную фильеру с открытыми входными и выходными отверстиями или специальную головку. В процессе продавливания происходит формование и получение данного профиля, а в случае реактопластов – их отверждение. Процесс с периодически повторяющимся циклом, обеспечивающий непрерывное производство профилей благодаря тому, что за один цикл выдавливается не вся порция полимерного композиционного материала, а оставшийся подогретый ПКМ сваривается с вновь поступившей порцией. Метод занимает промежуточное положение между прессованием и экструзией.
Параметры процесса профильного прессования ПКМ: давление прессования 250-400 МПа для реактопластов и 40-50 МПа для термопластов.
Оборудование для профильного прессования ПКМ: специальные горизонтальные прессы, поршень которых медленно совершает рабочий ход и быстро возвращается в исходное положение, пресс-форма со сменной матрицей.
660 всего просмотров, 0 просмотров за сегодня